
技术文章
TECHNICAL ARTICLES 更新时间:2026-05-21
更新时间:2026-05-21 点击次数:317
点击次数:317
一、操作前准备(奠定测试准确性基础)
1. 环境与设备检查
环境控制:将设备置于(23±2)℃、相对湿度(50±10)% 的恒温恒湿环境,避免阳光直射、震动或电磁干扰(如远离大型电机)。
设备安装:确保仪器水平固定在平稳工作台,电源电压与设备要求一致(通常 220V±10%),插头插紧无松动。
外观检查:确认夹具、施力推杆无毛刺、锈蚀,显示屏(7 英寸触控屏为主流)显示正常,无报错信息。

2. 样品预处理
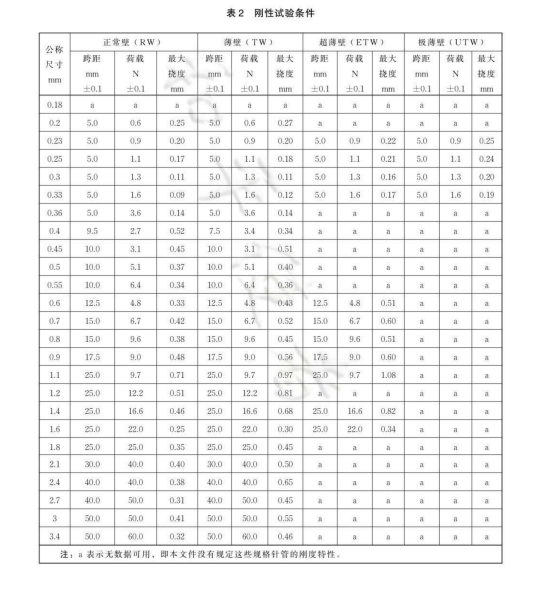
样品筛选:选取公称规格 0.18mm(34G)~3.4mm(10G)的硬直不锈钢针管,表面无划痕、弯曲、压扁等缺陷,规格与测试要求一致(区分正常壁 RW、薄壁 TW、超薄壁 ETW、极薄壁 UTW)。
环境适应:将样品在测试环境中静置 24 小时以上,消除残余应力对结果的影响。
抽样要求:每批次至少抽取 5 支样品,确保代表性。
3. 仪器校准
零点校准:开机预热 30 分钟后,进入校准界面,分别对力值传感器和位移传感器进行零点校准,确保基准可靠。
跨距校准:根据样品规格,按 GB/T 18457-2024 表 2 选取对应跨距(5~50mm),用标准量块核对搁针架间距,误差≤±0.1mm。
二、核心测试步骤(严格遵循三点弯曲法)
1. 样品安装
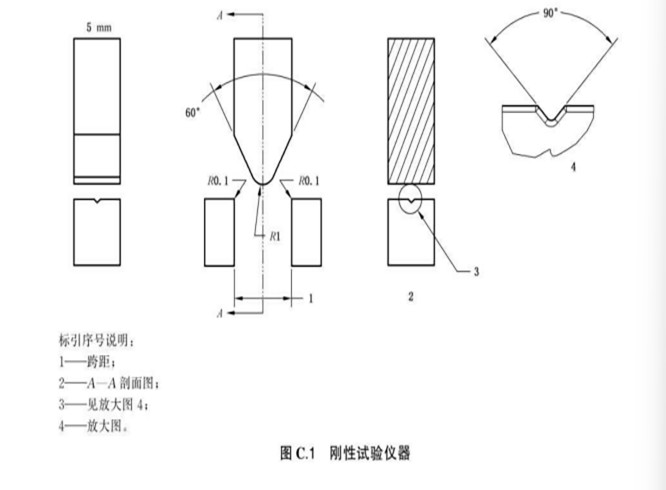
打开夹具,将针管水平放置在两个搁针架上,确保针管轴线与施力推杆垂直,中心线对齐(避免歪斜导致挠度测量偏差)。
调整夹具松紧度,固定针管两端,确保测试中无位移,但不压迫针管导致预变形。
确认施力推杆端部(钝楔形,夹角 60°、半径 1mm)位于跨距中心正上方,与针管表面间距适中(后续可微调)。
2. 参数设置(触控屏操作)
基础信息输入:填写生产单位、样品批次、检验人员等溯源信息。
关键参数设定:
跨距:按样品公称规格自动匹配或手动输入(如 0.25mm 规格对应跨距 10mm,需符合 GB/T 18457-2024 表 2);
设定载荷:根据管壁类型和规格选择(1.2~60N,如正常壁针管常用 10N);
加载速度:统一设为 1mm/min(可在 1~10mm/min 范围内调整,需符合标准);
最大允许挠度:按标准预设(如部分规格≤0.5mm),用于自动判定合格性。

3. 精细化调整
通过 “上行"“下行" 按键微调施力推杆,使其与针管表面轻微接触(无压力),确保受力点精准作用于跨距中心。
再次检查样品固定状态,确认无松动、歪斜,显示屏参数无误后,准备启动测试。
4. 启动测试与数据采集
点击触控屏 “测试" 按钮,仪器自动按设定速度施加垂直弯曲力,力值传感器实时反馈加载力,位移传感器记录针管挠度变化。
当力值达到设定载荷时,保持恒定 5 秒(部分设备默认 3~5 秒),系统自动锁定挠度峰值。
测试过程中观察仪器运行状态,若出现异响、数据突变,立即点击 “急停",排查样品或设备问题后重新测试。
三、测试后处理(数据与设备维护)
1. 结果判定与记录
单支样品判定:实测挠度≤标准最大允许挠度,判定为合格;反之则不合格。
批量判定:按企业抽样方案执行,若有 1 支及以上样品超标,判定该批次刚性不符合要求。
数据导出:仪器自动生成测试报告,包含样品信息、参数、挠度值、合格状态等,支持一键打印(可选择 8/13/20 次试验数据汇总)或存储至 U 盘。
2. 设备与环境清理
关闭测试程序,待推杆复位后,松开夹具取出样品,分类处理测试后的针管(避免二次使用)。
用干净软布擦拭夹具、推杆及工作台,去除灰尘或油污,若有污渍可蘸中性清洁剂轻擦(避免液体进入仪器内部)。
关闭仪器电源,拔掉插头,长期不使用时需遮盖防尘罩,保持环境干燥。
四、关键注意事项(规避常见误差)
样品安装必须居中、垂直,否则会导致挠度值偏大,测试结果无效;
加载速度不可过快(超过 10mm/min),易产生冲击变形,导致数据失真;
定期校准仪器(建议每月 1 次),若力值或位移偏差超 ±0.5%,需联系专业人员维修;
禁止用尖锐物体触碰传感器或推杆,避免损坏高精度部件;
测试过程中操作人员不可触碰样品或仪器运动部件,确保安全。

扫码加微信
服务电话:
15711100306 上海市嘉定区墨玉路28号嘉正国际12F
上海市嘉定区墨玉路28号嘉正国际12F
 2982156059@qq.com
2982156059@qq.com
 当前位置:
当前位置:
